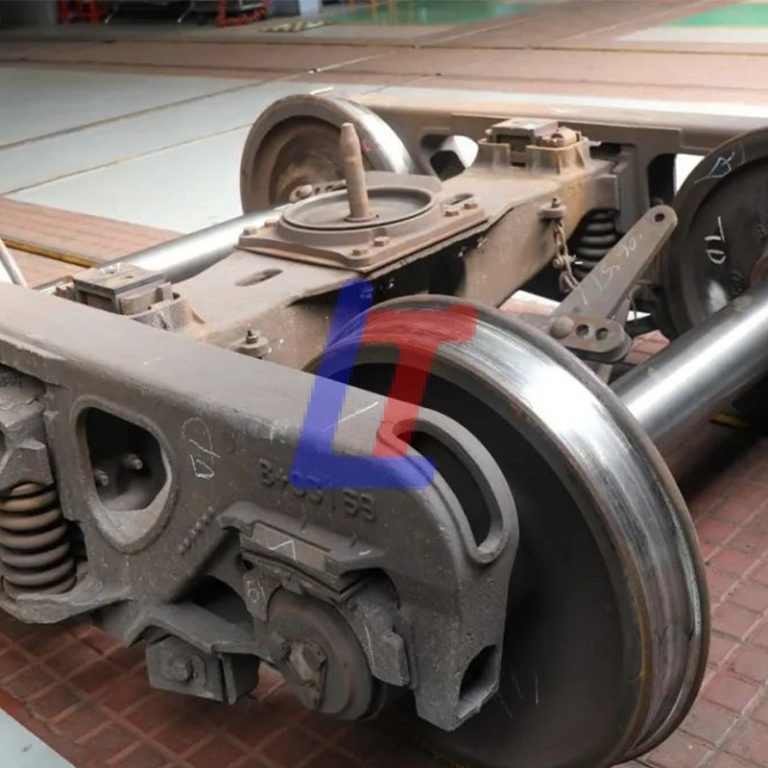




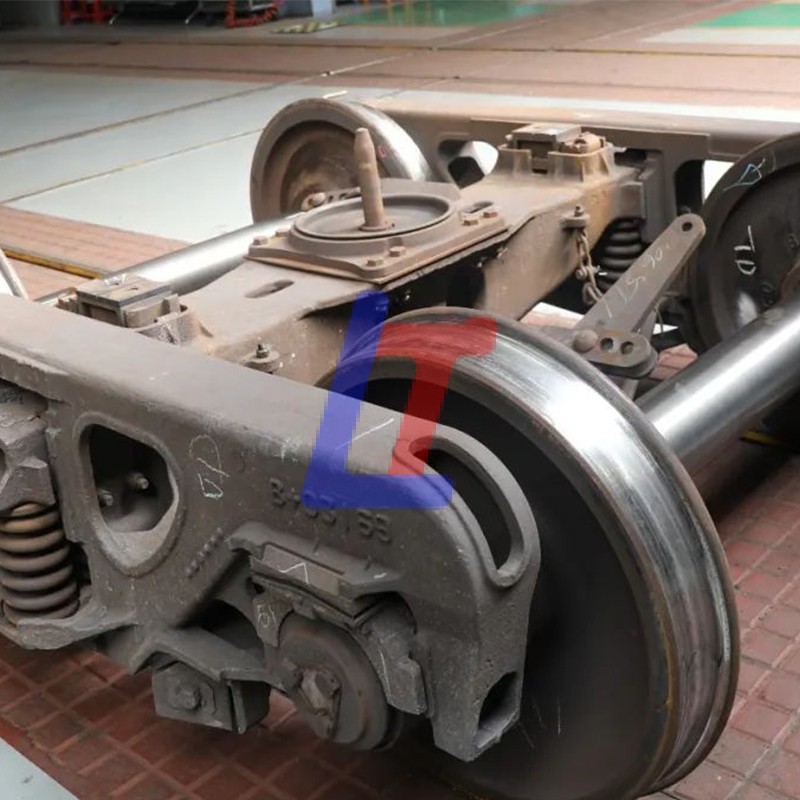




Description of Train Wheel
As key metallurgical components in rail transit, train wheels require exceptional durability and performance. Manufacturers primarily use high-strength alloy steel to produce them, as this material delivers superior wear resistance, fatigue strength, and impact toughness. This material choice is critical because train wheels endure extreme mechanical stress, thermal cycles, and friction during operation. Consequently, alloy steel ensures long-term reliability and safety in high-speed and heavy-haul rail applications. Additionally, the wheel tread adopts a conical design to optimize performance. In the terms of manufacturing, the process includes free forging, die forging, and heat treatment procedures. Furthermore, we implement a supporting quality inspection system to ensure that the metallurgical performance meets technical requirements such as fatigue resistance and wear resistance. Overall these measures guarantee the durability and safety of train wheels in rail transit systems.
Train Wheel We Can Provide
- AAR M-107/M-208
- UIC812-3
- EN 13262
- BS 5892-3
- JIS E5402-2
- IRS R34
- GB 8601
- IB/T 2817
Progresses of Train Wheel
| Step | Pic | Progress | Description |
| 1 |  | Re-inspection of raw materials | First, after the raw materials enter the factory, the company re-inspects them according to relevant standards to ensure the stability of the quality at the source of the products. |
| 2 | 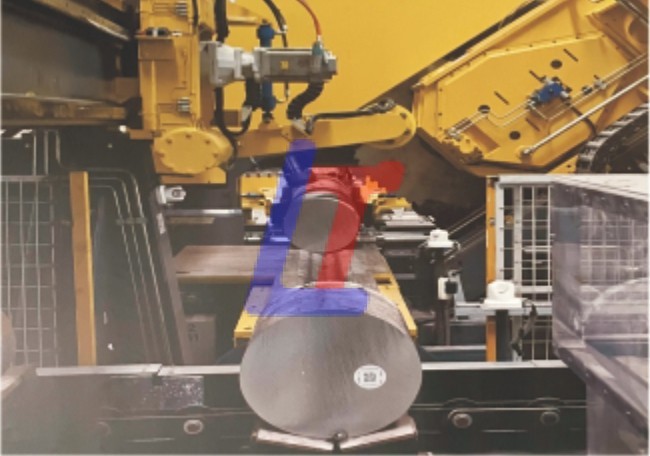 | The raw materials are sawn and cut | The sawing area utilizes high-speed circular saws from Austria’s Linsinger, which not only feature automatic volume measurement and weighing functions but also maintain precise quality control. This advanced system maintains weight deviation within just ±1KG while achieving a production capacity of 80 sawed and blanked pieces per hour. |
| 3 |  | Ring furnace heating | The 24-meter-diameter annular heating furnace boasts a substantial capacity, capable of fully loading 360 pieces of fabric. Utilizing natural gas for heating, it employs advanced pulse proportional temperature control to maintain exceptional temperature uniformity within ±10℃. During operation, the system maintains a discharge temperature of 1250℃ while delivering a consistent heating capacity of 80 pieces per hour. |
| 4 | 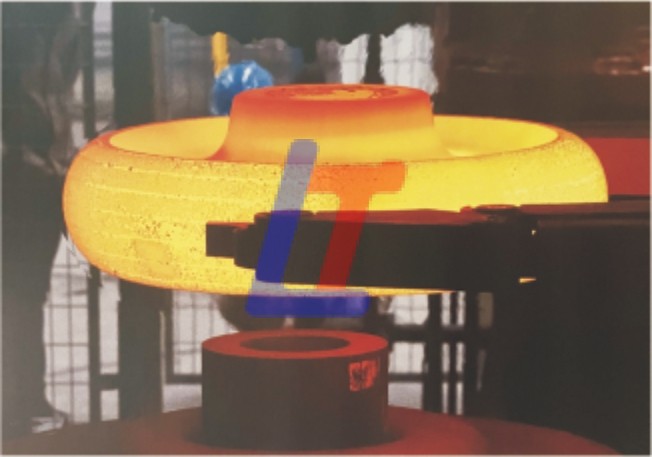 | Four-wheel preforming | A 50MN frame-type hydraulic press completes the wheel preforming and achieves the first metal A distribution upon reaching the required process height. |
| 5 | 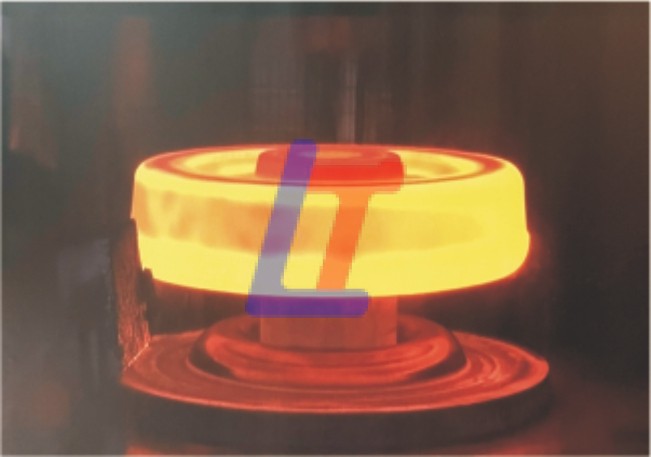 | Wheel forming | A 100MN frame-type hydraulic press completes the wheel forming process, achieving secondary metal distribution for the wheel hub, spoke plate, and rim. |
| 6 | 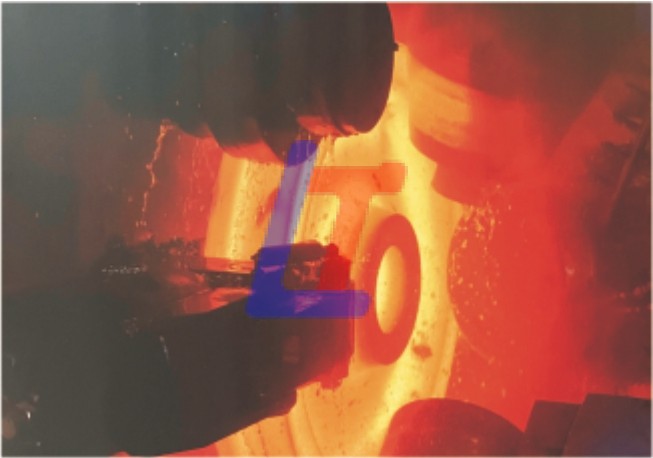 | Wheel rolling | After forming, the wheel blank is placed in the DRAW1250 rolling mill for rolling, so that the spokes, rims, flanges and other parts can achieve effective forming results, and the rolling accuracy can reach ±1mm. |
| 7 | 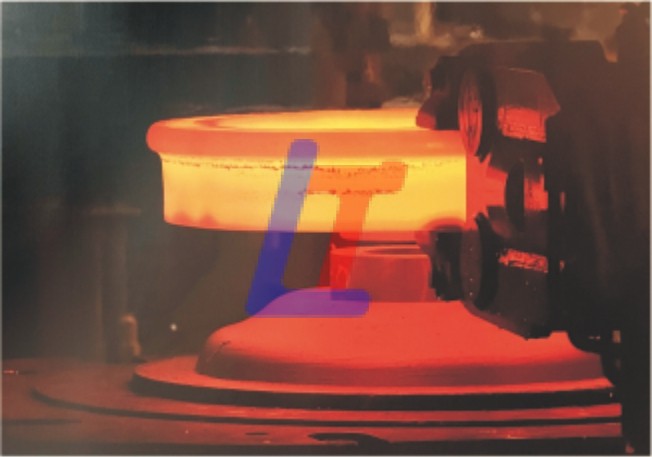 | Wheel bending and punching | After rolling, the wheel billet is placed into a 50MN frame-type hydraulic press to complete the final shaping of the wheel billet spoke plate and rim. The core material is separated from the wheel body through punching. |
| 8 | 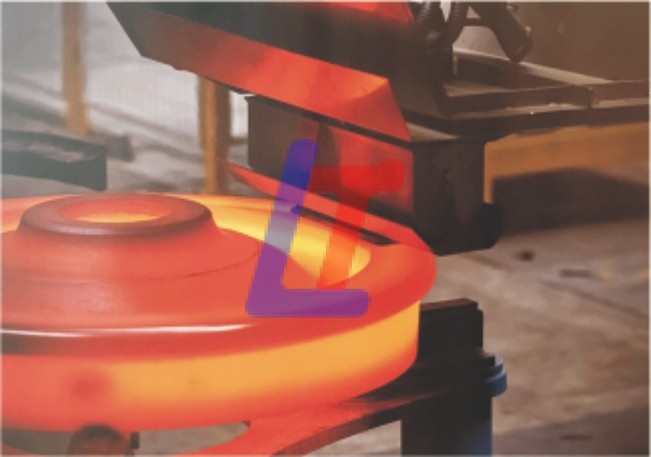 | Hot-state label printing | A hot-state marking machine imprints wheel identity information—including furnace numbers and billet numbers—onto wheel surfaces through the information system to ensure seamless data transfer. |
| 9 | 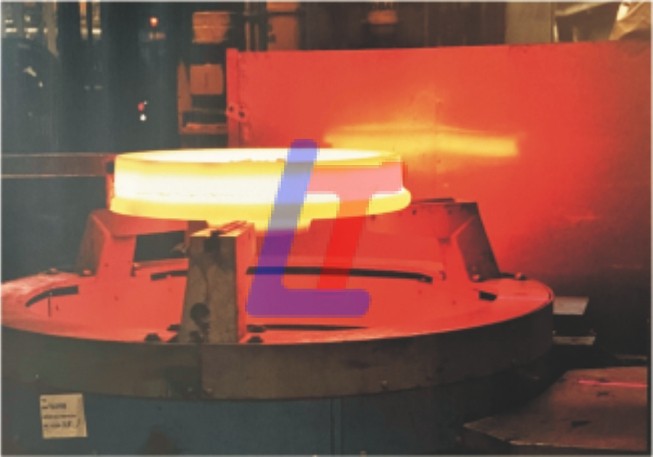 | Measurement of geometric dimensions of hot forgings | The forging and rolling line is equipped with a hot-state three-dimensional laser measurement device. At a high temperature of 1150℃, it can directly and clearly judge the forming quality of the product, provide timely feedback, and achieve parameter adjustment. |
| 10 |  | Quenching and heating of wheels | Through the tunnel heating furnace, the wheels are subjected to annealing, quenching heating and tempering treatment. The pulse proportional temperature control system maintains temperature uniformity within ±5℃. The entire heat treatment process is automatically tracked and operated by an information system. |
| 11 |  | Quenching treatment of wheels | The quenching system not only automatically controls water temperature, pressure, and volume but also achieves real-time online monitoring of quenching parameters. As a result, it effectively ensures uniformity, consistency, and stability in product hardness throughout the entire process. |
| 12 | 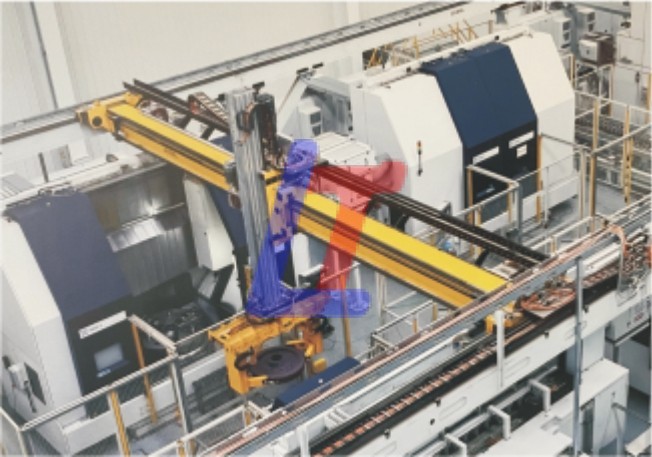 | Wheel machining | The wheel processing adopts German Hangensate processing and drilling and milling centers. Each processing center features integrated measuring instruments that enable fully automated individual processing of single wheels. The system maintains high processing accuracy, controlling deviations within 3μm. |
| 13 |  | Wheel static imbalance detection | The precise measurement of the residual static unbalance value of the wheel by the centrifugal method can directly reflect the processing level and ensure the stability of the wheel during high-speed operation. |
| 14 | 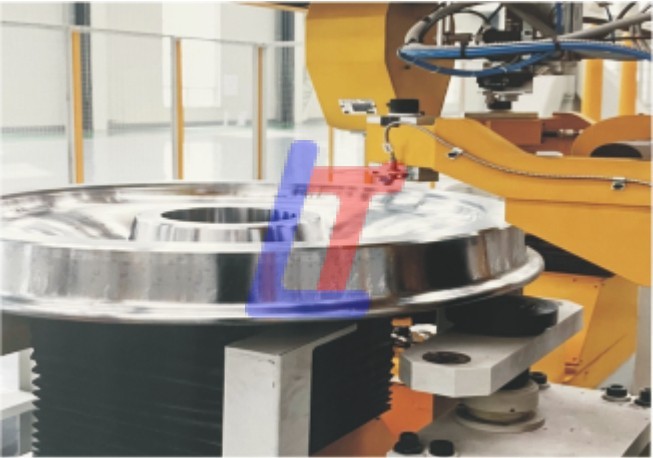 | Wheel surface hardness testing | Technicians performed a Brinell hardness test on the wheel rim surface using 3000kg pressure to verify the wheel’s wear resistance. |
| 15 | 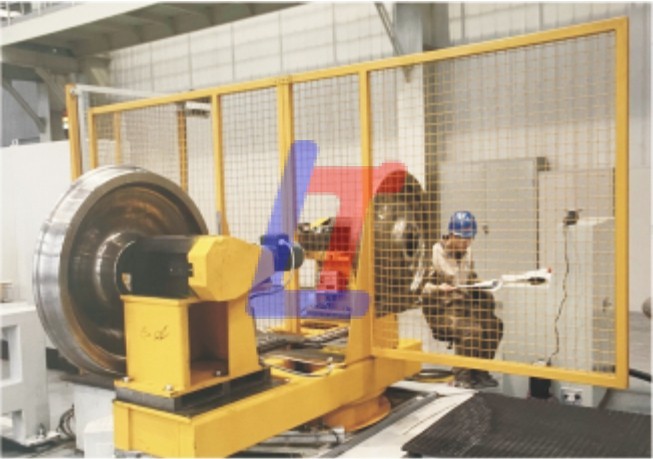 | Full-size automatic measurement of wheels | The laser three-dimensional measurement method can be used to quickly achieve online detection of the geometric dimensions and tolerances of wheels, avoiding interference from human factors, and the measurement accuracy can reach 0.01mm. |
| 16 | 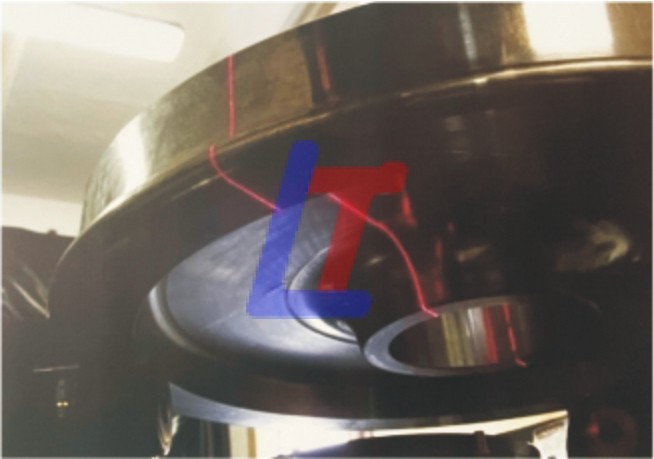 | Full-size automatic measurement of wheels | The laser three-dimensional measurement method enables rapid online detection of wheel geometric dimensions and tolerances, eliminates human factor interference, and achieves 0.01mm measurement accuracy. |
| 17 | 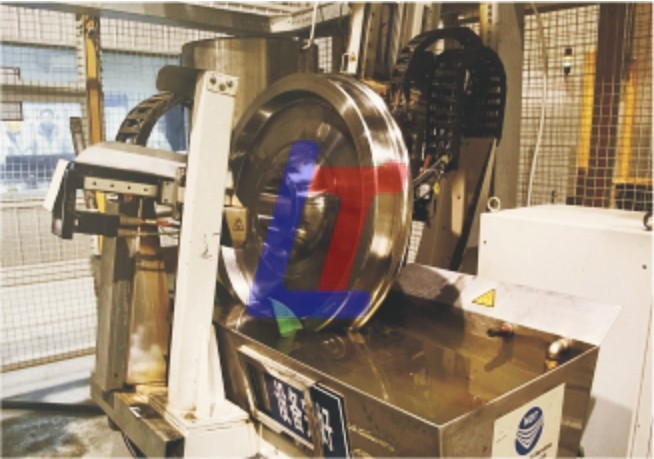 | Ultrasonic detection of internal defects in wheels | The water-immersed phased array ultrasonic detection technology enables high-precision, comprehensive and rapid detection of internal wheel defects, effectively eliminating potential operational hazards in vehicles. |
| 18 | 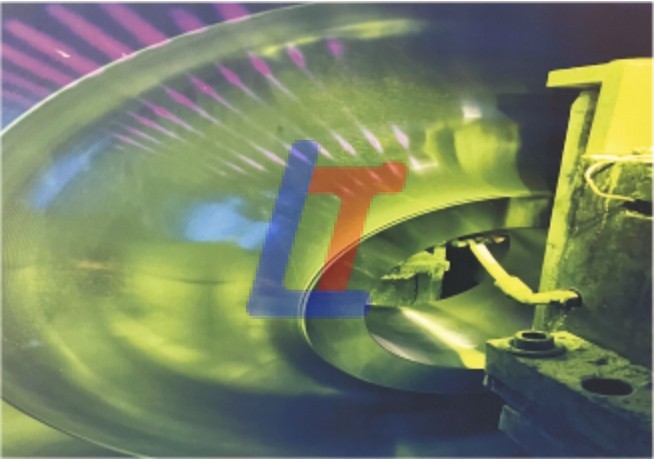 | Magnetic particle detection of wheel surface defects | Fluorescence wet magnetic particle inspection for surface and near-surface defects of wheels can directly identify defects that are difficult to detect with the naked eye under normal conditions, ensuring the quality of wheels. |
| 19 | 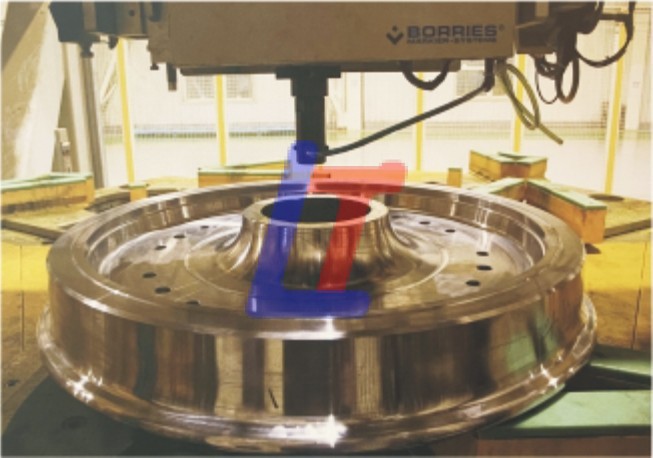 | Production information tracking | Workers engrave a unique serial number on the wheel hub surface to ensure product traceability and enable identity verification. Customers can query all production and manufacturing information of the wheel product using its serial number after delivery. |
| 20 |  | Finished product packaging and shipment | The adoption of an automated intelligent subcontracting system enables the automatic classification and stacking of wheels based on preset conditions. German-made robotic arms operate the entire inspection line, ensuring rapid and precise material transfer while simultaneously collecting real-time wheel inspection data. As a result, the entire inspection process becomes fully transparent and traceable. |
Advantages
How to Find a Qualified Rail Fastener Manufacturer?
Please choose LTRF.
Why Choose LTRF?
- Strong Technical Expertise
LTRF boasts a dedicated R&D center. To begin with, it maintains long-term collaborations with major industry players such as China Railway, CRCC, and the Academy of Railway Sciences. Additionally, it partners with leading railway universities. By leveraging these strategic alliances, LTRF has successfully developed various innovative fastening systems for both domestic and international markets. Most importantly, all these systems possess independent intellectual property rights. As concrete evidence of this, to date, LTRF holds over 30 invention and utility model patents.
Professional Manufacturing
LTRF always aims for the best. We carefully choose the materials we use and make sure every part is great care and skill. And above all, we believe in doing things perfectly; as a result, we keep coming up with new ideas and check the quality of our products very carefully to make sure they’re good. What’s more, we work fast to make sure you get your order on time. Additionally, we offer good service before and after you buy something. Last but not least, at LTRF, we also focus on what our customers need. We committed to making good products and providing great service in everything we do.


By strictly controlling costs at each production process, LTRF ensures efficient operations, while the finance department regularly updates cost calculations to maintain financial precision. Moreover, LTRF’s advanced testing equipment provides comprehensive quality inspection capabilities for the entire fastener system, enabling rigorous checks at every stage. Thanks to these meticulous quality-control measures, the company guarantees exceptional product reliability—in turn, a critical factor in railway safety and performance.
LTRF’s ISO and CRCC certifications for railway products validate its commitment to excellence and demonstrate compliance with international and industry-specific standards. Furthermore, these certifications not only clearly demonstrate the company’s strict compliance with international and industry-specific standards but also significantly enhance its credibility in the market.